

Hur balanserar man en skarp svans och slaghastighet?
Material: SS304 + SCM435
Ytbehandling: Ruspert
Vid massproduktion av BI-metallskruvar har det alltid varit en utmaning att hitta en balans mellan svansskärpa, gänghastighet och konsistens i gängbildningen.Ju mindre svansvinkeln är, desto bättre initialpositionering och desto starkare penetrationskraft; dock, ju tunnare materialet är i bakänden, desto mer benäget är det för instabilitet och misslyckande att bilda trådar under trådrullning.En trubbigare stjärt säkerställer stabil gängningshastighet och fullständig trådbildning, men resulterar i dålig positionering och svag penetreringskraft, vilket gör den benägen att glida och misslyckas med att penetrera tjocka plåtar.
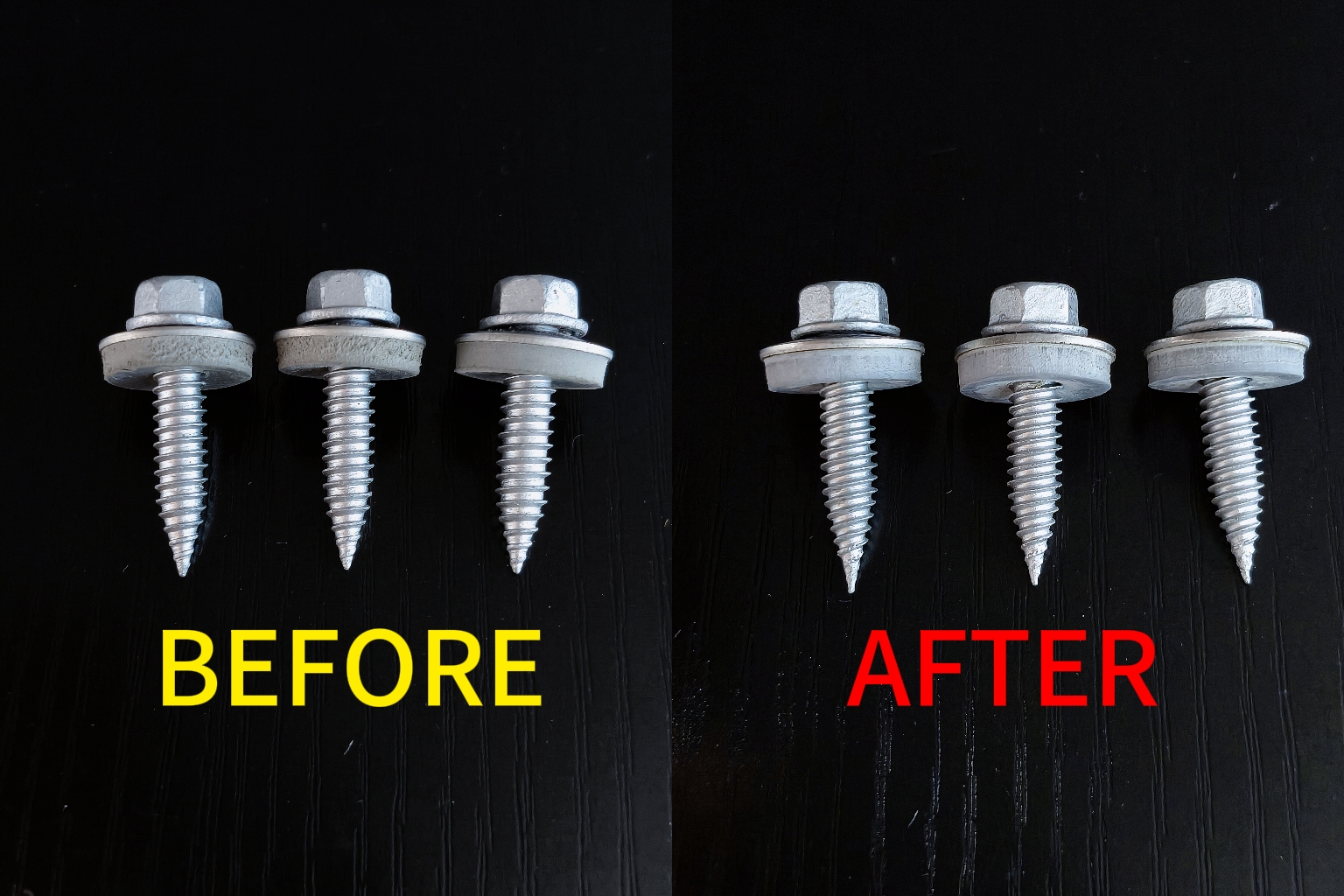
Svansvinkeln på den första omgången med prover som vi tillhandahöll kunden var för trubbig och uppfyllde inte penetrationskraven för praktisk användning. Efter en andra omgång av justeringar nådde svansen ett idealiskt tillstånd, men trådbildningen misslyckades, vilket allvarligt påverkade tapphastigheten.


På grund av den dubbla gängade strukturen är kraven på formprecision, bearbetningsprocesser och värmebehandlingsstabilitet ännu högre. Därför valde vi CNC-trådskurna formar med högre precision från Taiwan och optimerade samtidigt värmebehandlingsparametrarna och ytbeläggningsprocesserna, vilket löste problemet utan ansträngning.
Inga kompromisser, inga genvägar—Jiaxing Aokeuppmärksamma varje detalj så att våra kunder kan använda våra produkter med tillförsikt.
Tidigare:Hur fungerar blindnitar?


